
简介
基于纯环氧技术的多功能通用型环氧防腐底漆。
主要性能
•适用于船舶压载水舱,甲板,干舷,上层建筑和船壳外板的通用纯环氧涂层的底漆。
•在设计预期的使用环境下具有上佳的耐磨性能。
•适用于浸水区域(压载舱、船壳外板)。
•良好的防腐和耐水性能。
•良好的柔韧性。
•可与设计精良的阴极保护体系兼容配套。
•良好的干燥和固化性能。
•适合于新造船及修船。
颜色与光泽
•灰色,绿色,黄绿色,浅灰。
•蛋壳光。
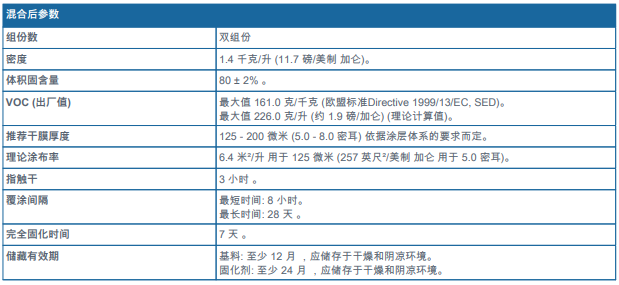
基本数据摄氏20°C (华氏68°F)
备注:
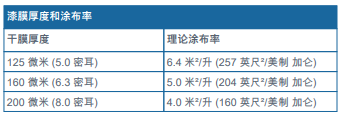
-敬请参阅补充数据表 - 理论涂布率与干膜厚度对照关系表。
-敬请参阅补充参数 - 覆涂间隔时间表。
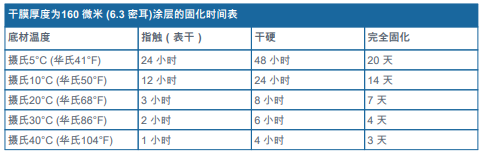
-敬请参阅补充参数表 - 涂层固化时间表。
SIGMACOVER™ 380 高固态环氧漆 380
推荐底材状况与温度
浸没环境
•裸钢或涂有未认可的无机硅酸锌车间底漆的钢板表面;喷砂清理达到国际标准ISO-8501-1的Sa2½级,并粗糙度满足30-75微米(1.2 – 3.0 密耳)。
•涂有已经认证确定可兼容的无机硅酸锌车间底漆涂层的钢板表面: 焊缝和车间底漆破损部位或返锈处应进行喷砂清理并达到国际标准 ISO-8501-1的Sa2½级, 且满足粗糙度 30 - 75 微米(1.2 – 3.0 密耳 )或动力工具打磨达到SPSS标准的Pt3级。
•涂有涂层的钢板表面: 高压水喷射清理达到SSPC标准的VIS WJ2L级(粗糙度满足30-75微米)。
•前期涂层表面必须洁净干燥,已除尽了所有污染物。
国际海事组织IMO-MSC.215(82) 决议有关压载水舱的技术要求
•钢材; 结构处理须打磨达到 ISO 8501-3: 2006 标准的P2级, 边角部位则倒角打磨至圆滑状态,成半径至少为2 毫米 (0.0789 英寸)的圆弧形或三个方向角度的切削打磨。
•裸钢或涂有未认可的无机硅酸锌车间底漆的钢板表面;喷砂清理达到国际标准ISO-8501-1的Sa2½级,并粗糙度满足30-75微米(1.2 – 3.0 密耳)。
•涂有已经认证确定兼容的无机硅酸锌车间底漆的钢板表面;焊缝和车间底漆涂层失效或破损露裸部位应进行喷砂清理达到国际标准 ISO-8501-1的Sa 2½ 级, 且满足表面粗糙度 30 – 75 微米 (1.2 – 3.0 密耳): [1] 对于车间底漆已有IMO- PSPC 型式认可证书的完好涂层,则没有额外要求:[2] 对于车间底漆尚无IMO- PSPC 型式认可证书的,则也应对车间底漆完好部位进行喷砂清理, 达到国际标准 ISO-8501-1的Sa2级, 且至少清除70%的车间底漆漆膜,同时满足表面粗糙度 30 – 75 微米 (1.2 – 3.0 密耳)。
•破损面积即使达到了但只要不超出整舱涂装面积2%的,打磨处理满足国际标准ISO-8501-1的St3级。面积比超出2%的破损部位或整片的连续破损面积超过25米²(269英寸²)的,则必须进行喷砂清理达到国际标准ISO-8501-1的Sa2½级。
•允许残留在表面的颗粒度大小尺寸为3,4,5级的大灰尘,达到国际标准ISO 8502-3:1992为1级的清洁度,其它任何肉眼可见的小颗粒灰尘则必须彻底清除干净。
•前期涂层表面必须洁净干燥,已除尽了所有污染物。
大气暴露环境
•裸钢; 首先推荐采取喷射清理,达到国际标准 ISO 8501-1的Sa2½级,表面粗糙度满足 30 – 75 微米 (1.2 – 3.0 密耳) 或视情况也可接收打磨处理,达到国际标准ISO-8501-1的St3级。
•涂有车间底漆的钢材:处理至 SPSS标准的Pt3 级。
•镀锌件表面必须除尽各类油脂 ̖可溶性盐和所有污染物。
•镀锌件表面必须进行扫砂清理或其它拉毛方式粗化表面。
•涂有涂层的钢板表面: 高压水喷射清理达到SSPC标准的VIS WJ2L级(粗糙度满足30-75微米)。
•前期涂层表面必须洁净干燥,已除尽了所有污染物。
底材温度和施工条件
•在涂装施工和涂层固化过程中应确保底材温度高于摄氏 5°C (华氏41°F)。
•在涂装施工和涂层固化过程中必须确保底材温度至少高于露点温度摄氏 3°C(华氏5°F) 以上。
•在涂装施工和涂层固化过程中必须确保环境的相对湿度不超过 85%。
使用说明
混合体积比:基料:固化剂 = 80 :20 。
•涂装前最好将基料与固化剂各组份或调配混合后漆料的温度调控到摄氏15°C (华氏59°F)以上, 不然则可能需要额外添加稀释剂将漆料的粘度调整到适宜施工的粘稠状态。
•过多添加稀释剂可能会导致湿膜的抗流挂性能降低和硬干速度减慢。
•稀释剂应在两个组份混合后再添加。
熟化时间
无需。
混合后使用时间
4 小时于摄氏20°C (华氏68°F) 。
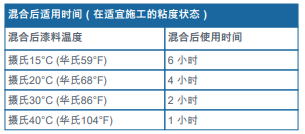
备注: 敬请参阅补充参数 - 混合后适用时间。
无气喷涂(单组份喷涂泵)
推荐稀释剂
稀释剂 91-92。
稀释剂用量
0 - 10%, 依据所需的漆膜厚度和施工条件而定。
喷嘴孔径
约 0.46 – 0.53 毫米 (0.018 – 0.021 英寸) 。
喷嘴压力
20.0 - 25.0 兆帕 (约 200 - 250 大气压; 2901 - 3626 磅/英寸²) 。
刷涂/辊涂
•刷涂:仅限用于小面积的局部修补和预涂装。
清洗溶剂
稀释剂 90-53。
补充参数
备注: 对于不易进行正常涂装的特殊局部, 两道均匀分布的涂层总干膜厚度: 1500 微米 (60.0 密耳)。

备注: 表面应洁净干燥,已除尽所有污染物。
备注: 在涂装施工和涂层固化期间必须确保持续顺畅的足量通风(敬请参阅安全信息表 1433 和信息表1434)。
安全防范
•涂料及其推荐稀释剂参见安全事项表 1430和1431 和相关的材料安全数据说明书。
•这是溶剂型涂料,必须避免吸入漆雾和溶剂;另外,皮肤和眼睛不宜接触未干的油漆。

地址:无锡市新区鸿山街道环镇南路
电话:0510-83317187
传真:0510-88993368
网址:http://www.transocean-coatings.cn

TRANSOCEAN
代理证书
TRANSOCEAN
代理证书
