
简介
双组分水性环氧富锌底漆。
主要性能
•用做多种涂层体系的配套底漆。
•优异的防腐性能。
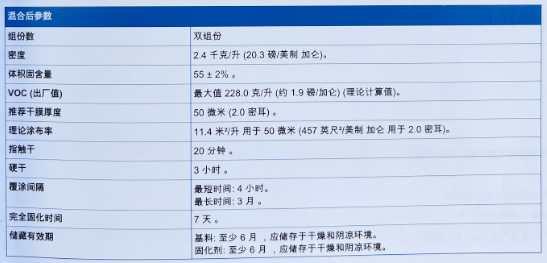
•干燥速度快,可在短时间内可覆涂后道涂层。
•符合美国SSPC标准-Paint 20规定的锌粉含量level 2 和国际标准ISO 12944-5关于锌粉含量的规范。
•VOC高度合规。
颜色与光泽
•
•平光。
基本数据 摄氏20°C (华氏68°F)
推荐底材状况与温度
底材状况
•裸钢:喷射清理达到国际标准ISO-8501-1的Sa2级,表面粗糙度满足40-70微米(1.6-2.8密耳).
•已经过钢板抛丸预处理并涂有确认可兼容的无机硅酸锌车间底漆的涂层表面:扫砂处理达到SPSS标准的Ss级。
底材温度和施工条件
•在涂装施工和涂层固化期间底材温度应维持在摄氏 5°F (华氏41°C) 与摄氏 40°F (华氏104°F)之间。
•在涂装施工和涂层固化过程中必须确保底材温度至少高于露点温度摄氏 3°C(华氏5°F) 以上。
•在涂装施工和涂层固化过程中必须确保环境的相对湿度不超过 75%。
使用说明
体积混合比:基料:固化剂=55:45.
•基料与固化剂混合后,漆料温度最好控制在高于15°C(华氏59°F)
•将固化剂添加入基料组份,持续不断搅拌,直至两个组份充分混合后达到完全均匀质的状态。
•应该在两组份混合以后再加水进行稀释。
•过多添加稀释剂可能会导致湿膜的抗流挂性能降低和硬干速度减慢。
•在涂装施工和涂层固化期间必须保持水分和连续的通风。
•在整个储存或运输过程中防止其结冰。
熟化时间
无需
混合后使用时间
3小时于摄氏20°C (华氏568°F) 。
有气喷涂
推荐稀释剂
自来水。
稀释剂用量
0 - 40%, 依据所需的漆膜厚度和施工条件而定。
喷嘴孔径
1.8-2.2 毫米 (0.070-0.087 英寸) 。
喷嘴压力
0.3-0.6兆帕 (约3-6大气压;44-87磅/英寸²) 。
无气喷涂(单组份喷涂泵)
推荐稀释剂
自来水
稀释剂用量
0 - 40%, 依据所需的漆膜厚度和施工条件而定。
喷嘴孔径
约0.38-0.43 毫米 (0.015-0.017 英寸) 。
喷嘴压力
150 兆帕 (约 150 大气压; 2176磅/英寸²) 。
推荐稀释剂
自来水。
稀释剂用量
0 - 40%。
清洗溶剂
洁净淡水。
安全防范
•涂料及其推荐稀释剂参与安全事项表1430和1431和相关的材料安全数据说明书。
•虽然这是水溶性涂料,但必须避免吸入漆雾和其挥发物,并尽量不使皮肤和眼睛接触到油漆。

地址:无锡市新区鸿山街道环镇南路
电话:0510-83317187
传真:0510-88993368
网址:http://www.transocean-coatings.cn

TRANSOCEAN
代理证书
TRANSOCEAN
代理证书
