
简介
单组分通用型有机硅耐高温面漆。替代HI-TEMP耐高温漆 1000 V / VS / VHA,用于耐高温涂层防护体系。
主要性能
•由特种有机硅酮树脂研发而成的耐高温面漆,可耐受最高温度可至摄氏 540°C (华氏1000°F)的苛刻热循环。
•在温度高达摄氏540°C (华氏1000°F)时,涂层依然具备超强的颜色稳定性。
•快速自干。
•适合涂装的底材表面温度范围宽泛- 从摄氏10至摄氏 260°C (华氏50至华氏500°F)。
•诸多方面的施工性能非常出色。
•刷涂和辊涂性能出色,施工时通常会感觉到非常顺手和方便。
•配套合适的底漆后,涂层体系同时兼具优异的耐候性能和防腐性能。
•即使在苛刻的热循环条件下涂层也不容易发生软化。
颜色与光泽
•常备的标配颜色或可按客户要求定制相应的颜色,含银色(铝粉色)。
•平光。
备注: 有些客户定制的颜色,即使即使在温度低于摄氏540⁰C (华氏1000⁰F)时,也有可能会出现褪色现象。
基本数据摄氏20°C (华氏68°F)
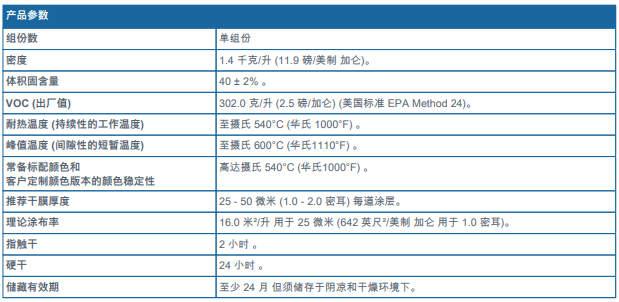
备注:
-VOC 数值(EPA Method 24): 碳酸二甲酯(DMC)在豁免之列而不计入。
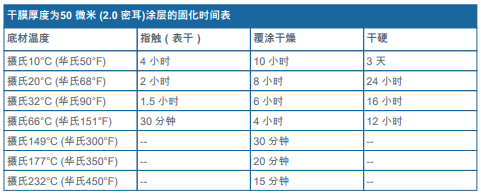
-敬请参阅补充参数表 - 涂层固化时间表。
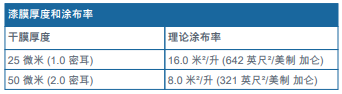
-敬请参阅补充数据表 - 理论涂布率与干膜厚度对照关系表。
推荐底材状况与温度
新建项目或已发生腐蚀的底材表面
•若使用环境对涂层体系有较高的防腐性能要求的话,则有必要配置合适的防腐底漆。按照产品说明书的相应规定要求进行表面处理和涂装HI-TEMP耐高温底漆1027或无机锌底漆(IOZ).。有关适用底漆, 敬请垂询PPG技术支持专家, 经确认后,需严格遵循产品说明书的各项技术要求。在涂覆耐高温面漆前,需确保前道底漆有足够的干燥时间。外面漆通常只需要一道干膜厚度为
25-50微米(1.0-2.0密耳)的HI-TEMP 耐高温漆 500。
•若对于涂层体系仅有装饰性方面的美观要求的, 则建议最好配置合适的防腐底漆,但并非必须。推荐磨料喷射清理达到SSPC标准的SP6级“商业级喷砂” (国际标准ISO-8501-1的Sa2级),且表面粗糙度满足25-38微米(1.0-1.5密耳),或者也可接受高压水喷射清理达到SSPC-VIS-4标准的WJ2L。涂装前必须先除去表面的焊接飞溅 ,可溶性盐, 灰尘, 油和油脂及其它污染物。焊缝和尖锐边角应打磨至平整光顺。最后再涂装2道HI-TEMP耐高温漆1000,每道干膜厚度为38-50微米(1.5-2.0密耳)和累计总厚度75-100微米(3.0-4.0密耳)。
前期旧涂层的漆膜状态良好
•如前期涂层完好无损,表面没有粉化,开裂和/或污染,则只需要简单地用合适的方法除去表面相应的各类可溶性盐,油和油脂及其它污染物,随后就可涂装一道干膜厚度为25-50微米(1.0-2.0密耳)的HI-TEMP耐高温漆 1000。
局部出现锈蚀已处于较差状态的前期涂层表面
•如前期旧涂层已出现了粉化,开裂,起壳/剥落,和/或锈蚀,则需要按照新建项目从表面处理开始完整的涂装工艺流程。如涂层尚未出现粉化,开裂,起壳/剥落现象,只是局部的涂层出现破损而出现返锈(锈蚀面积小于涂装面积的10%), 先除去油和油脂(若有的话), 然后再用淡水清洗表面, 除去可溶性盐及各类残留污染物, 随后依据产品说明书的规定技术要求,进行相应的表面处理,再在露裸底材表面涂装HI-TEMP耐高温底漆1027。在等到 HI-TEMP耐高温底漆1027涂层完工并干燥后,再统涂一道干膜厚度为25-50微米(1.0-2.0密耳)的一道HI-TEMP 耐高温漆1000。
备注: 如需要在其它涂层表面涂装HI-TEMP 耐高温漆1000的,则建议在统涂前,先选取一小块涂层试涂一下,以此确定层间附着力是否满足要求或有不良反应。
底材温度
•在非高温状态的底材表面涂装:从摄氏 10°C (50华氏°F) 至 93摄氏°C (200华氏°F)的温度范围。
•在涂装施工期间的底材表面温度应至少保持高于露点温度摄氏3°C (华氏5°F) 以上。
•在高温炙热状态的底材表面涂装: 从高于摄氏 93°C (华氏199°F) 到低于摄氏 260°C (华氏500°F)的温度范围。
涂层体系的配套规范
不包覆绝热保温层的裸露钢板 - 选项 1
•HI-TEMP系列耐高温底漆 1027: 干膜厚度125 至150 微米 (5.0 至 6.0 密耳)。
•HI-TEMP耐高温漆1000 : 干膜厚度为25-50 微米 (1.0 - 2.0密耳) 。
不包覆绝热保温层的裸露钢板 - 选项 2
•无机锌底漆(IOZ)或其它兼容底漆(参阅产品说明书有关干膜厚度的规定)。
•HI-TEMP耐高温漆1000 : 干膜厚度为25-50 微米 (1.0 - 2.0密耳) 。
使用说明
•请采用动力搅拌机。必须进行充分的搅拌以达到均质状态。
•除了直接在炙热表面涂装,一般情况下不需要添加稀释剂。在必需使用稀释剂的情况下,则仅能选择PPG推荐的稀释剂并遵循相关的安全规范。
用于在炙热表面涂装的简要说明
•在温度范围为摄氏93°C (华氏200°F) 至摄氏 260°C (华氏500°F)的炙热底材表面直接涂装时,敬请按照如下工艺操作。
•采用适配稀释剂以体积比5%稀释HI-TEMP耐高温漆1000,以往复多个来回次数和每回次膜厚很薄的方式进行喷涂。这样有助于漆膜中的溶剂及时顺畅地挥发以减少针孔。该工艺类似于多孔涂层表面的雾喷薄涂封闭漆。
•在炙热表面涂装不可一次成膜太厚,否则涂层容易起泡。如果出现起泡现象,则应立刻用漆刷修整(只能用木柄的天然鬃毛漆刷,不可以采用化学合成丝料制成的毛刷),趁湿膜尚在可溜平阶段将气泡破裂后的凹陷部位抹刷平整。
•在炙热表面直接涂装时容易产生干喷。为避免干喷,需合理控制喷涂距离。
备注: 不可随意采用非上述推荐的稀释剂。稀释剂选择不当可能会引发火灾。可能会出现干喷和成膜差等现象。
有气喷涂
推荐稀释剂 - 施工时底材表面温度为常温或温度低于摄氏93°C (华氏200°F))。
•稀释剂 21-06 (AMERCOAT 65) 。
•稀释剂 91-10 (VOC 合规版)。
推荐稀释剂 - 适用于温度范围为摄氏93°C (华氏200°F)至摄氏260°C (华氏00°F)的炙热表面。
•稀释剂 21-25 (AMERCOAT 101)。
•稀释剂 21-06 (AMERCOAT 65) 。
稀释剂用量
0 - 5%, 依据所需的漆膜厚度和施工条件而定。
喷嘴孔径
1.8 – 2.2 毫米 (约 0.070 – 0.087 英寸)。
喷嘴压力
0.4 - 0.6 兆帕(约 4 - 6 大气压; 58 - 87 磅/英寸²)。
无气喷涂(单组份喷涂泵)
推荐稀释剂 - 施工温度为常温或表面温度低于摄氏93°C (华氏200°F)。
•稀释剂 21-06 (AMERCOAT 65) 。
•稀释剂 91-10 (VOC 合规版)。
推荐稀释剂 - 适用于温度范围为摄氏93°C (华氏200°F) 至摄氏260°C (华氏500°F)的炙热表面。
•稀释剂 21-25 (AMERCOAT 101)。
•稀释剂 21-06 (AMERCOAT 65) 。
稀释剂用量
0 - 5%, 依据所需的漆膜厚度和施工条件而定。
喷嘴孔径
0.43 – 0.53 毫米 (0.017 – 0.021 英寸) 。
喷嘴压力
20.7 兆帕 (约 207 大气压; 3003 磅/英寸²)。
刷涂/辊涂
推荐稀释剂- 用于常温施工,底材温度低于摄氏93°C (华氏200°F)。
•稀释剂 21-06 (AMERCOAT 65) 。
•稀释剂 91-10 (VOC 合规版)。
推荐稀释剂 - 适用于温度范围为摄氏93°C (华氏200°F) 至摄氏260°C (华氏500°F)的炙热表面。
•稀释剂 21-25 (AMERCOAT 101) 。
•稀释剂 21-06 (AMERCOAT 65) 。
稀释剂用量
确有必要的话,最多可添加5%体积比例量的稀释剂。
备注: 推荐涂装方式为喷涂,但如果现场确无条件进行喷涂时, 也可接受改用刷涂或辊涂,不过漆刷应选择得当, 辊筒则应是短毛型。
清洗溶剂
•稀释剂 21-06 (AMERCOAT 65) 。
•稀释剂 91-10 仅限用于VOC 版。
补充参数
备注: 设备在涂装完HI-TEMP 耐高温漆 1000后需要装运或进行后续工序作业的, 则需要小心谨慎地处置并做好防护措施 ,以免碰触和划擦而损伤涂层。
安全防范
•本产品仅供已具有了足够的专业知识和相关施工经验的资质合格人员在认真阅读了产品技术说明书PDS和材料安全数据说明书MSDS后,遵照应该已熟知了的规定要求进行涂装施工。除了正确施工需要以外,在接触本产品前,从健康安全的角度,也必须认真阅读MSDS,以确保全面掌握相关信息。所有接触涂装处置本产品的任何行为必须遵守国家和地方有关健康安全和环境保护方面的各项法律和法规,包括参照和实施一些涂装安全作业的可贵实用经验和公认的值得借鉴标准,如美国涂层防腐学会标准 - SSPC PA1“钢结构防护涂层的车间和现场涂装”。

地址:无锡市新区鸿山街道环镇南路
电话:0510-83317187
传真:0510-88993368
网址:http://www.transocean-coatings.cn

TRANSOCEAN
代理证书
TRANSOCEAN
代理证书
